


- 产品描述
- 型号规格
- 参数
- 输出功率
- 使用
-
- 商品名称: 管道焊口电加热带
- 商品编号: 1327309252057518080
我们针对管道焊接工艺的要求,开发的“管道焊口电加热带”满足了这一技术标准需求。它可以使管道焊口在工序准备阶段允许的较短时间内快速升温,管道焊接开始以后,加热可以继续与焊接同时运行,加热不会影响所有的焊接工序操作。无论采用手工、半自动、自动流水线焊接工艺方式,都能保证焊口的预热升温及层间温度维持的要求。
在现代输送管道建设中,为了保证管道压力同时节省管道钢材的消耗,采用高强度低合金钢材料,以减少钢管的壁厚。例如西气东输工程所采用的就是X70、X80合金钢管。
合金钢管在工程中的使用,对管道的焊接工艺提出了较高的要求。管道在开始根焊时,无论环境温度多少,焊接口的起焊温度要求达到+100℃,填充及盖面焊接过程中的温度要求在+80℃以上。这就要求在焊接之前,应对焊接口进行预热升温;在焊接过程中,要求对焊接口进行维持温度,以保证焊接质量。
我们针对管道焊接工艺的要求,开发的“管道焊口电加热带”满足了这一技术标准需求。它可以使管道焊口在工序准备阶段允许的较短时间内快速升温,管道焊接开始以后,加热可以继续与焊接同时运行,加热不会影响所有的焊接工序操作。无论采用手工、半自动、自动流水线焊接工艺方式,都能保证焊口的预热升温及层间温度维持的要求。
-
技术特性及型号命名
1. 技术特性
操作使用简单:焊口电加热带其自身结构小巧、紧凑、坚固,表面发热强度大,使用温度高,满足野外施工条件;一个操作动作就可以简单、方便安装一条,并在焊接过程中可连续使用。
升温迅速,焊接质量的保证:在20分钟之内可使管道焊缝边升温Δt≥80℃,(参考管径Ф1016,壁厚14.6 mm)。预热不影响正常的机械对口作业。焊口温度达标,使得施工和监理单位对焊接质量都能放心。加热不影响管道焊接;焊接及焊道修理的操作也不影响加热。没有工序交叉,提高工效。(平均一天可以多焊接5道口)
耐高温腐蚀:焊口电加热带有柔性不锈钢壳,抵抗焊接过程中电弧及焊渣的飞溅、烧灼影响。
节省能源及费用:焊口电加热带是纯电阻性负载,安装在野外焊接发电机与电感性负载相配合,可以改善发电机的功率因素,提高出力,充分利用了野外焊接发电机的富裕备份功率,所以无需增加能源及费用。
安全可靠:成套产品有高的电气绝缘强度,配专用的接地线,有漏电保护开关,保证使用者安全。
维护方便:焊口电加热带在正常以及正确的使用情况下,基本没有维护工作量。在不用的时候,如同其他移动电器一样,需冷却以后放置在干燥的地方,避免意外挤、碰、撞击。一旦保温层吸水受潮,可通电进行自我干燥后再正常使用。
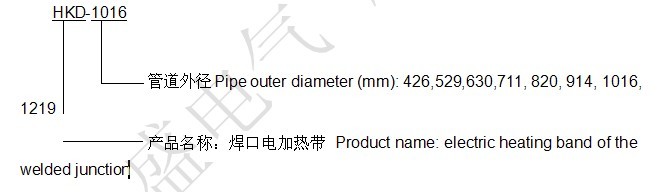
2. 型号命名
产品的命名由“产品名称”和适用的“管道外径”两部分组成,中间用“-”间隔。
-
主要技术参数
型号规格
Model额定电压
Rated voltage(V)
额定功率
Rated power(W)
外形尺寸(mm)
(长×宽×高)
Outline dimension (mm) (Lx WxH)参考重量
Reference weight(kg)
适用管径
Applicable pipe size(mm)
HKD-1219
380/220
10500
3820×65×32
8
1219
HKD-1016
380/220
9000
3165×65×32
7
1016
HKD-914
380/220
7200
2900×65×32
6.5
914
HKD-820
380/220
6000
2600×65×32
6
820
HKD-711
380/220
4800
2260×65×32
5.5
711
HKD-630
380
4200
2010×65×32
5.3
630
HKD-529
380
3900
1690×65×32
5
529
HKD-426
220
3300
1370×65×32
4.8
426
HKD-355
220
2300
1285×65×32
2.9
355
-
产品结构及成套性
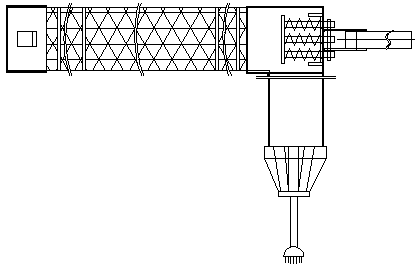
1. 产品结构
焊口电加热带采用不锈钢材料作为其主结构框架,配置不锈钢护套的MI加热电缆为发热元件,采用耐高温的增强型硅酸铝纤维绳作为内保温材料。外防护有柔性不锈钢壳。焊口电加热带在工作过程中有储能弹簧稳定的吸收产生的热伸长。可以锁紧的安装搭扣。
快装安全的自锁电源插座。温度感应元件的安装螺纹,以方便实现温度自动控制。耐寒温度-20℃的橡套电缆。
2. 产品成套性
根据实际现场的使用情况和焊接工艺的要求,我们为一道焊口设计使用两条焊口电加热带和一组电路保护控制箱(可以选择带温度自动控制),组合成一套焊口加热装置。
-
安装
1. 安装前
A. 用兆欧表检查电气绝缘合格。
B. 清洁管道加热面干燥无杂物。
2.安装及运行
A. 将加热带沿管道圆周方向包裹,加热带内侧边(无电源引线一边)布置在距管道焊缝边35mm,同时使对称的两条加热带紧固搭扣分别位于管道断面的10点和2点位置上,(对口作业以后可以按此调整)以不影响管道两侧站位的焊工操作为佳。压紧加热带的弹簧锁扣装置,使电加热带与管道表面紧贴,以利热量的传递,提高加热效率。
B. 将保温被(需要向工厂预定)搭裹在加热管口上。
C. 插上电源插头,接通焊口电加热带开关升温。请注意:对口作业移动管道时,应有人手持焊口电加热带电源电缆,防止机械外力的摆动,损坏焊口电加热带。
D. 在焊口温度达到工艺要求后(+100℃),去掉保温被,可以开始进行第一遍根焊作业。
E. 进行第二遍焊接直至最后一遍盖帽焊接工作过程中:
Ⅰ) 根焊机组移位时,先扳断开关、拔掉全部插座,切断焊口电加热带的电源。
Ⅱ) 填充焊机组到位时,插上全部电源插头,接通开关、二条焊口电加热带继续升温。以后机组顺序移位时,依次类推。
请注意:1、按照电气规范插座不能当操作开关使用!2、打磨、修理焊道时不能伤及增强型硅酸铝纤维绳的外防护不锈钢金属壳!3、必须抓握插座本体进行自然锁紧或者解锁操作,严禁拉电缆本体借力操作!4、严禁将焊管的电焊头在加热带身上打火或将电焊接地板搭接在电加热带金属体上。
Ⅲ) 如果管道焊口温度过高,可以逐个断开二条加热带1~6个开关,切断加热带内的分组电源。反之,如果温度降低,可以恢复接通已断开的开关,重新接通加热带内的分组电源。(如果采用温度自动控制器则无此操作)
Ⅳ) 如果机组移位衔接时间比较长,可以重新在焊口处加上保温被保温。
上一页
下一页




立即咨询
如果您对我们的产品感兴趣,请留下您的电子邮件,我们将尽快与您联系,谢谢!